Project Description
G2 is a high detail technical print that utilizes all 6 axis of the robotic cells used for large scale 3D printing. A common strategy in 3D printing is to pick a starting plane and then “slice” the object with a series of coplanar planes. An alternative approach was used for G2, by algorithmically generating the toolpath slicing planes from the object geometry, a custom slicing engine was developed for the specific print. Moreover, because of the algorithmic nature of this approach it can be implemented inside the design pipeline allowing engineers to quickly evaluate the project’s feasibility and constraints. G2 proves how new manufacturing strategies and solutions can be developed by further expanding and exploring the additive manufacturing technology.

images courtesy of INDEXLAB
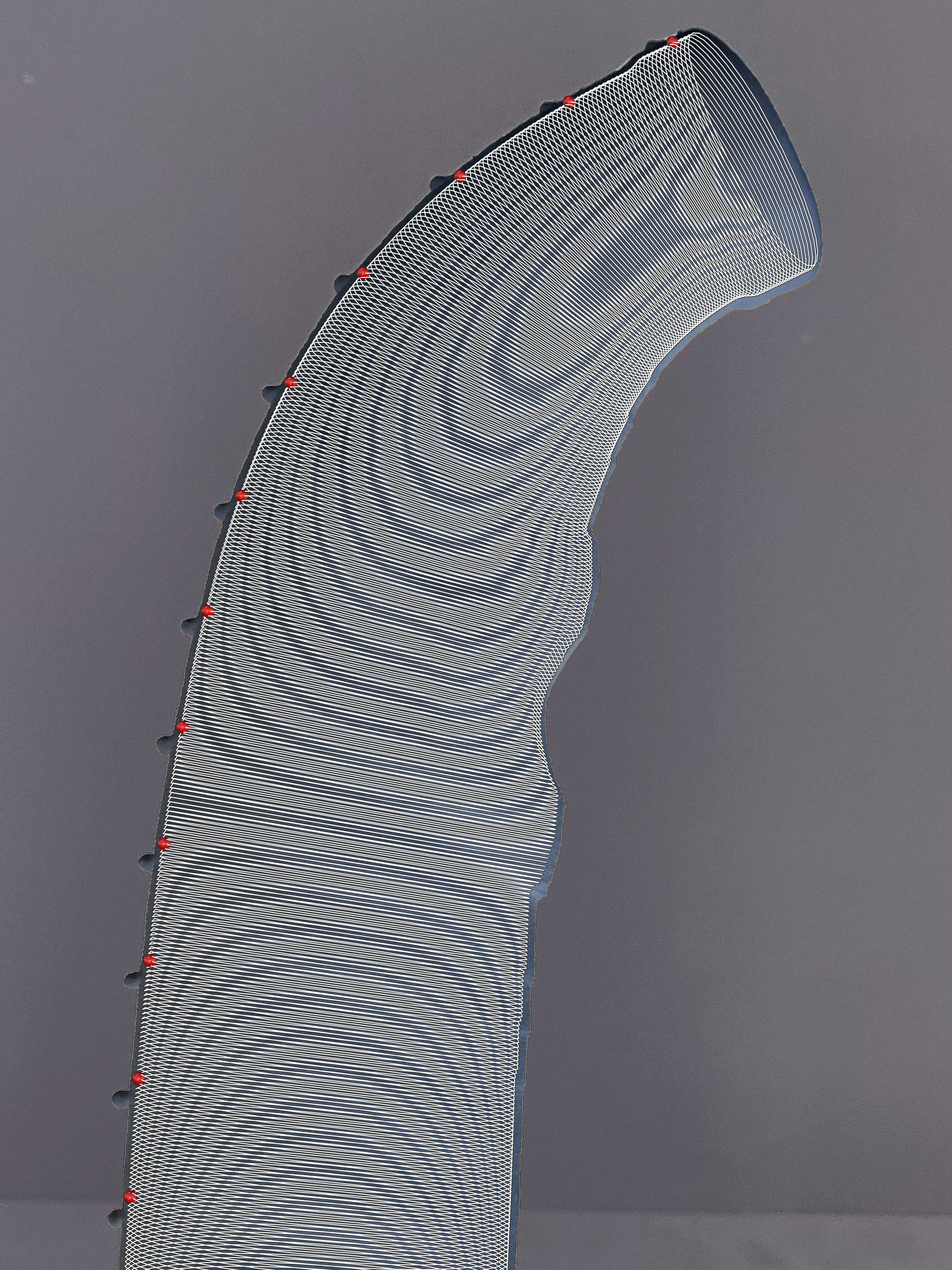
Toolpath Design
The toolpath of G2 is not defined by a top-down approach but extracted algorithmically from the printed object geometry. More specifically, the inner axis of the tube was used to generate all of the 2023 slicing planes that compose the print. This technique ensures a more robust print where all layers are fully adhering to each other and avoiding steep overhangs that could cause weak points or holes on the printing surface. The end result is a functional 3D printing part with a high level of detail and precision that takes full advantage of the 6 axis capabilities of industrial robots.
Extrusion Flow

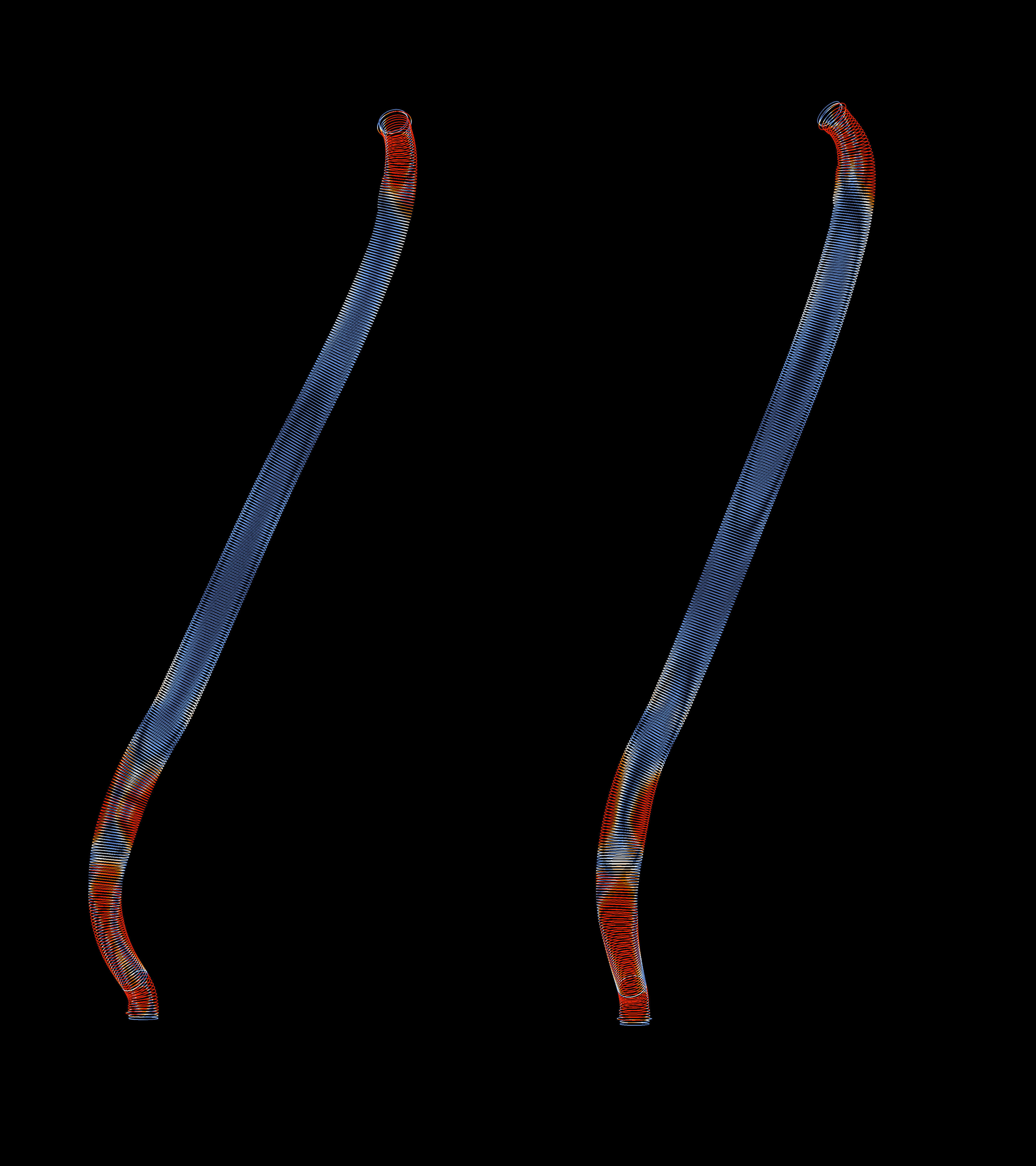
To achieve a variable layer height toolpath the extrusion flow and rate had to be constantly adjusted in order to meet the target height of each point. As a result, each of the 62638 points that compose the toolpath have a different extrusion flow parameter. The variation of the extrusion rate was also tuned in order to compensate for material inertia avoiding over-extrusion artifacts that could compromise the quality of the finished part.
Detail Resolution
The high level of detail achieved with G2 proves how medium to small scale products could also benefit from the use of Robotic Additive Manufacturing. Large scale prints could also benefit from a similarly developed workflow, skewing away from constrained slicing engines designed for desktop 3D printers. This new streamlined approach aims to give new manufacturing solutions for demanding projects, further expanding the available solutions for the manufacturing sector.